为了给您提供更全面的【三门峡】【当地】防撞护栏不锈钢复合管厂家供应产品信息,我们上传了最新的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:三门峡【三门峡】【当地】防撞护栏不锈钢复合管厂家供应的图文介绍
为了使客户放心使用本公司的产品,本公司作出以下售后承诺:
“三服”工作
1.售前服务:为客户购买产品提供产品的咨询(包括产品的技术性能及价格)
2.售中服务:确保产品的质量,做好按时交货工作。
3.售后服务:提供产品的安装与调试服务,公司在全国各地都有售后服务人员.专业的技术及完善的售后,确保用户购买放心,使用安心。



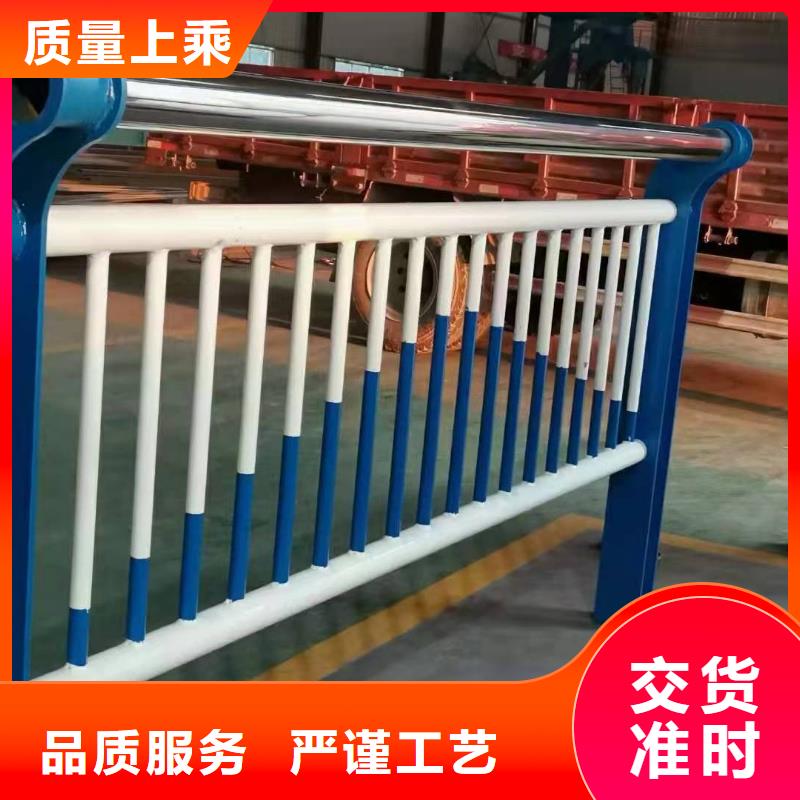
桥梁防撞护栏 桥梁护栏是我们桥梁交通重要的一个部件,它不只可以装饰我们的桥梁,而且它另一个重要的作用是能够避免车 辆或者行人由于不测事故越出桥面的风险,可见护栏的在日常生活中的重要作用。护栏在投入运用后期维护也是十分重要的,由于护栏时间久了或者由于施工存在的缺陷就会呈现松动的现象,这在我们日常生活中的运用存在一个隐患,还有的事采用螺丝装置的中央由于时间久了会呈现松动的现象。 那么我们在后期维护上应该怎样做,才干消弭平安隐患呢?护栏松动了怎样办? 当桥梁护栏松动了,我们首先余姚对桥梁护栏后面的墩衔接到坚固的中央,这样会很巩固,侧压力也十分好;要肯定好是墩后还是栏杆,运用工具将外观看起来是后台,重要的是后台要坚实,假如能够倒底部就去检查下能否是扶鼎的或者使封锁装置在墩后的;在桥梁护栏的栏杆上面装置一个螺钉能够进入到墩后面,先在小的螺杆上面导孔;当墩要固定在地板上面,下面留一局部然后栓起来,再依据应用程序,将钻的孔的经过直线上升到底部。 这样我们就能很好的固定住护栏了,增加了护栏的运用寿命和消弭了平安隐患,为大家的出行添加了平安保证。



防撞护栏其埋置方式有立柱直接埋入式、法兰盘连接式和通过传力钢筋把桥梁不锈钢护栏和桥面板浇注成一体三种方式,条件许可时,可采用抽换式护栏。7bdf32dc6883f0b9b03a01ee62d3d67.jpg对于不锈钢复合管护栏来说,它也是需要一定的钱的,在购买的时候要认准质量,把握住基本的特点。我们主要给大家讲解的是不锈钢复合管护栏的价格以及主要的特点供大家进行参考市场虽然卖不锈钢复合管护栏的商家是很多的,但是他们产品质量并不一定都是合格的,有的商家为了多挣点钱就会出售质量不合格的产品,所以我们在购买的时候应该非常的小心,要在众多的卖家当中找到很优质的不锈钢复合管护栏购买。当然在挑选商家的时候还要注意价格,并不能为了优质而花冤枉钱吧。所以我们要选就选性价比高的不锈钢复合管护栏。 然后再根据其结构,经济性和构造以及保养。其他因素决定了建筑形式的选择,埋入方法包括三种类型将柱直接制成法兰连接类型,并将桥护栏和桥面板通过传力钢铸成一体。


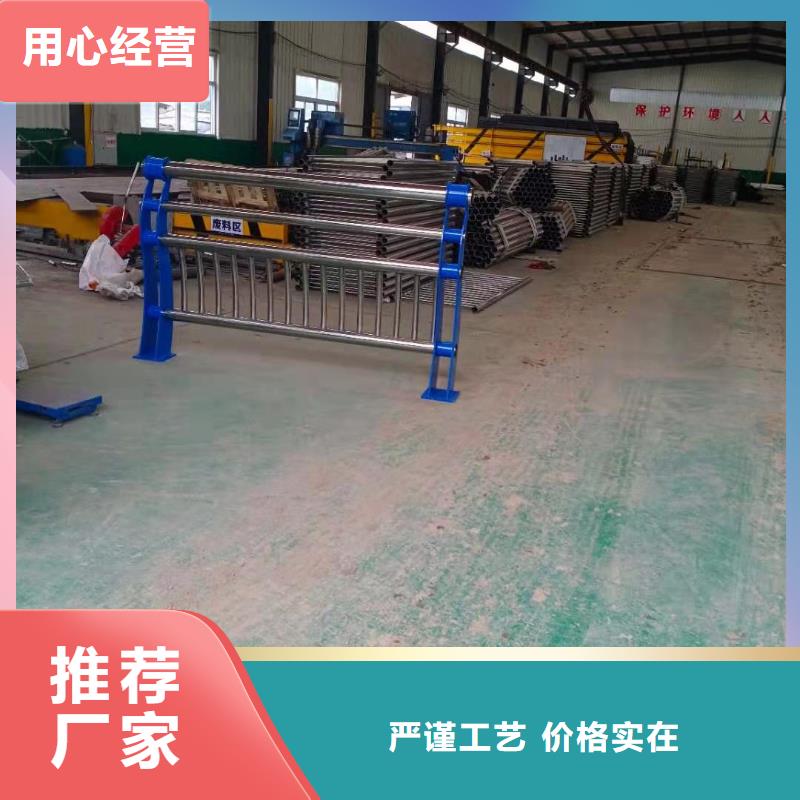
防撞护栏
1.所有构件下料准确,构件长度允许偏差1MM。
2.下料前应检查零件是否平直,否则必须矫直。
3.焊条或焊丝应采用合适的材料,并具有出厂合格证。
4.焊接时必须准确放置构件的位置。
5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。
6.焊后应将焊渣剔除。
7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。
不锈钢护栏的主要施工方法:
1.施工前应进行现场放样,准确计算各构件长度。
2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。
3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。
4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。
5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。
6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。







 扫一扫
扫一扫